- Thread Rolling
Thread Rolling
Find high-quality thread rolls that fit CJWinter attachments — plus attachments from major manufacturers including Reed, Fette, Landis and Detroit.
View Thread Rolls
- Cylindrical Dies
Cylindrical / Machine Dies
Check out our newly enhanced capabilities for Cylindrical Dies. We now manufacture both Helical and Annular dies in various styles for your thread rolling machine, including Thru-Feed, Speed-Up, Plunge, and Slow-Up.
View Cylindrical Dies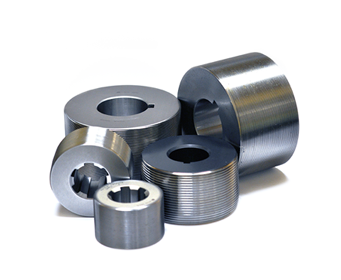
- Attachments
Attachments
Innovative attachment designs deliver fast and easy setup and 100% complete interchangeability on replacement parts.
View Attachments
- Tooling
Tooling
Explore a full line of slides, tool holders and shave tools for CNC turning centers, Swiss, multi-spindle and other machines
View Tooling Accessories
- Cold Root Rolling
Cold Root Rolling
CJWinter provides a full range of cold root rolling attachments and wheels for your API, standard and proprietary tool joint connections.
View Cold Root Rolling Tools
- NewPitch & Blank Diameter Calculator
Pitch and Blank Diameter Calculator
Use CJWinter's calculator tool to find your max & min pitch diameters and your recommended blank diameters.
Calculate Diameters

Better Tools, Faster Turnaround

24-Hour Delivery
We ship 80% of our thread rolls in 24 hours.
Tell us what you need
Superior Quality
High-strength construction prolongs tool life and imparts improved surface finish.
Find your tool
Engineering Support
Get instant access to our team of highly qualified engineers.
Contact our team